|
We operate both automated machinery as well as
hand fed Scott tabbing equipment.
We have the ability to produce small and large
orders in a quick turn around.
We can do both square or rounded
tabs.

Quality:
All of our tab orders get the same quality whether they are for copy or printed jobs.
- When edge reinforcing, we trim the head and foot of the sheet to make
sure there is no extra material that may get jammed in you copy machine.
- We punch 3 holes instead of 3-hole
drilling. This minimizes the chance that the drilled out hole will get caught in your
copy machine.
- We collate with an index slip-sheet. This minimizes the
chance of an extra slip-sheet throwing off the collation order in your copy machine.
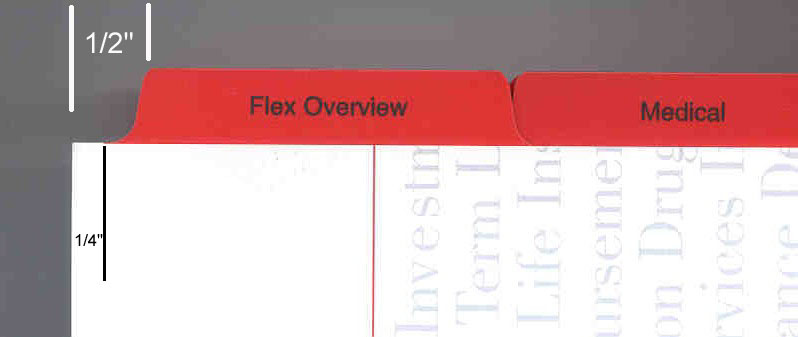
We do standard 1/2" round corner tab
extensions.
1/4" and 3/8" tab extensions available.
Click on the colors below or
click colors available to see all color.
Call or e-mail
to request our tab price list.
Laminate & Die
Cut Tabs (no body copy)
(Minimum sheet size of 5.5x6, maximum sheet size of 13x14)
See our multi color laminate image |
| Laminate & Die
Cut Tabs w/ Low Temperature Clear Laminate |
| Laminate & Die
Cut Tabs w/ Matte Finish laminate |
| Laminate & Die
Cut Tabs w/ Special Laser Print Laminate (Docutechable) |
| Laminate & Die
Cut Tabs with body printing |
| Die Cut only tabs |
| SGM Supplied Blank
Tabs, 110# or 90# White 9x11 Index, any cut (ask about A4 index) |
| Reinforce 1 side bind
edge, index stock |
| Reinforce 1 side bind
edge, bond or offset stock |
| Reverse or Standard
Collate |
| 3 Hole Drill |
Pre-Punch index stock, GBC, Wire-O, Plastic Spiral, Velo… |
| Shrink Wrap |
| Shrink Wrap with SGM
supplied chipboard |
| Slip Sheet between
sets |
Copier Tabs:

We manufacture copier tabs.
Paper stock is available in 90# index weight.
Bank set selection 5th cut.
Collated per your request.
1250 tabs per carton.
Ask about various bank selections, three hole punching, 110# index, laminating
the tab extension with special laser printable laminate.
Call for pricing.
Tab Printing:
We can print your index tabs.
Call for an estimate.
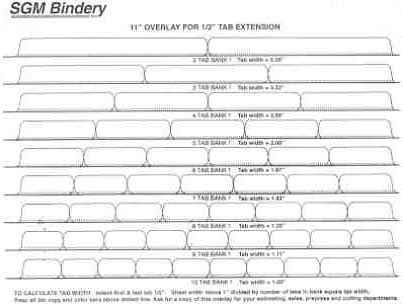
Tab Stripping:
-
When setting up your tabs, leave a
˝" margin on the head and ˝" margin on the foot.
-
On an 8.5x11 sheet after stripping
the margins, there is an 8.5 x10 area to work within.
-
Next, draw a line 7/16" from the
face, across the 10" dimension. This leaves you a 10.00" x 7/16" area to
print your tabs.
-
Now divide the 10" by the bank you
are stripping. For example, for a bank of 11, divide 10" by 11
resulting in .909". Thus you have a .909" by 7/16" area to print each tab.
-
Center and print.
-
Remember text or solid bleeds that
fall outside this area will not be cleaned off correctly when the tabs are
die-cut.
 Tab Template
Tab Template
Body Copy vs. No Body Copy:
Our high speed tabbing equipment has heated rollers.
In some cases, when tabs with body copy are run through the heated rollers, the
ink bubbles or even gets lifted off the sheet.
Use heat-resistant and wax -free inks
and varnishes when supplying printed tabs to help eliminate this problem.
Porous stocks are optimum for Mylar
jobs because air has the ability to escape into the paper. Uncoated, 110# index
stock is the most commonly used. Coated stocks, along with heavy ink coverage,
can trap air and create bubbles that can distort the readability of the tab
Tabs without body copy have no problems.
We can do tabs with body copy on our equipment that do not have heated rollers; however, the
speeds are slower.
 This
is a sample of a tab with body copy. This
is a sample of a tab with body copy.
 This
is a sample of a tab without body copy. This
is a sample of a tab without body copy.
Tab Ink:
The type of ink used and the amount of coverage affect
the ability of the laminate to adhere properly. The laminate is heated and applied
to the sheet. The laminate may not adhere properly if the ink is not wax-free or the
coverage is too heavy. There is a special cold laminate for this application.
Consider this when planning tabs and if you
have any concerns, send us a sample and we will test it. It is better to locate a
problem before rather than after printing a job.
|